|
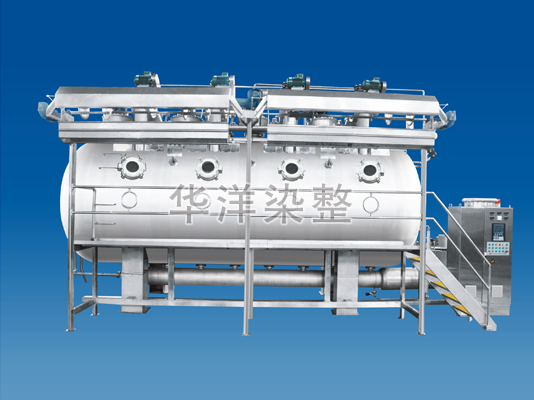
1.加料方式
一般筒纱机染色,染化料在辅料缸充分化料至溶解状态,然后由辅料缸缓慢注入主缸内,且加料速度不宜过快,否则染料在筒子内、外层的吸附不同,容易造成层差,对于一些直接性强的染料还容易产生色花。
染料由化料缸注入主缸时,染料主循环的方向也很重要。一般筒纱机进料时,由注料泵把溶解好的染料液打到主泵进口,再由主泵混同其它染液通过出口进入纱线的强制循环系统。正循环时,泵出口染液直接通向各筒子内层,此时该部分染浴物料浓度比全浴浓度大,而纱线量又最少,这样内层纱线吸附的染料相对较多;反循环时,泵出口染液首先进入染缸,缸体与全浴混合后,从筒子的外表面被压入(或吸入)到筒子的内侧。反循环时,一方面,由于染液被稀释,浓度差没有正循环开始时大;另一方面,纱线量又是从大变小,因而造成的沿程浓度差要小很多。
2.升温工艺
升温工艺的控制亦很重要。一般活性染料的吸附速率及固色速率跟温度有直接关系,而筒子内、外层的温度主要有主循环的强制流动所提供,这中间有一个相对滞后的过程。所以,筒纱机染色过程中(尤其是加碱后)升温速率不易过快,否则筒子的内——中——外温度会有较大差异,从而影响纱线的得色情况。
|